ļłĹ” ¬Ļ ļŌľĮ°™°™334»ňňņÕŲ£°’‚–©ő£Ō’ļžŌŖŇŲ≤ĽĶ√£°
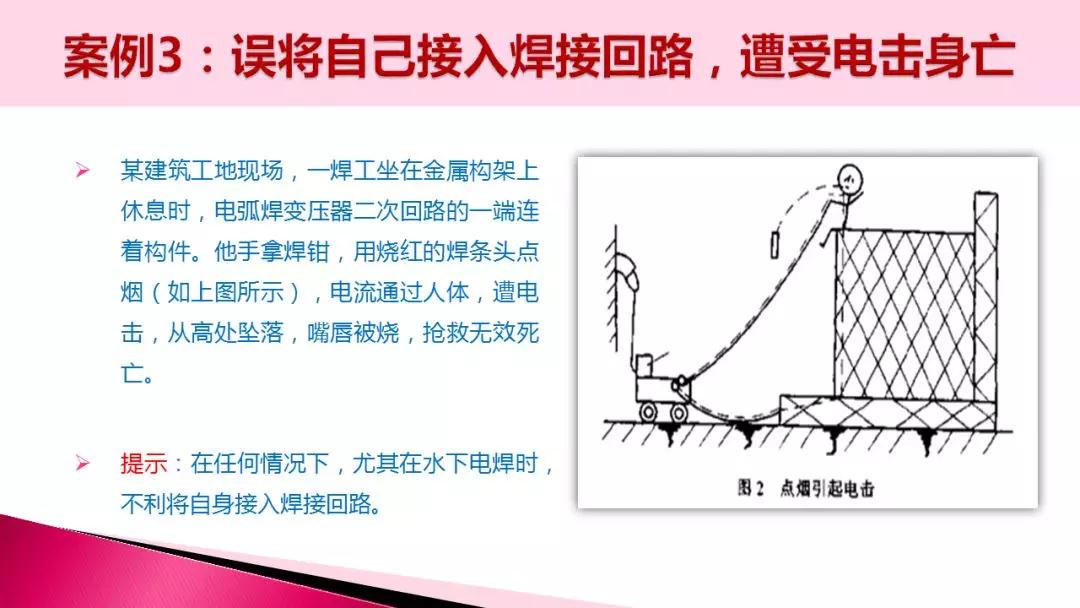
ĹŁńÍņī£¨‘ŕ…ķ≤ķ◊ų“ĶļÕĹ®÷Ģ≤ū≥ż°Ęő¨–řĻ§≥Ő÷–£¨ļłłÓ◊ų“Ķ»’“ś∆Ķ∑Ī£¨“Úő•ĻśĶÁļł◊ų“Ķ“ż∑ĘĶńĽū‘÷°ĘĪ¨’®Ķ» ¬Ļ ∆Ķ∆Ķ∑Ę…ķ°£
¬Ļ įłņż1
ļłĻ§…√◊‘Ĺ”Õ®ļłĽķĶÁ‘ī£¨‘‚”ŲĶÁĽų
¬Ļ ÷ų“™ĺ≠Ļż°™°™
ń≥Ļ§≥ß“ĽőĽļłĻ§‘ŕ “Õ‚ŃŔ Ī ©Ļ§Ķ„ĹÝ––ļłĹ”≤Ŕ◊ų£¨≤Ŕ◊ų Ī∑ĘŌ÷ļłĽķĹ”ŌŖ Ī“ÚőřĶÁ‘ī’Ęļ–£¨”ŕ «◊‘––ĹęĶÁņ¬…Ō√ŅĻ…ĶľŌŖÕ∑≤ŅĶńĹļ∆§»•ĶÁ£¨∑÷ĪūĹ”‘ŕŃň¬∂ŐžĶńĶÁÕÝŌŖ…Ō°£Ķę «”…”ŕīŪį—Ń„ŌŖĹ”‘ŕŃňĽūŌŖ…Ō£¨ĶĪňŻĶųĹŕļłĹ”ĶÁŃų£¨”√ ÷ī•ľįÕ‚Ņ« ĪĺÕ‘‚”ŲŃňĶÁĽų£¨Ķľ÷¬ňņÕŲ°£

Ķľ÷¬ ¬Ļ ∑Ę…ķĶń÷ų“™‘≠“Ú°™°™
ļłĻ§≤Ľ žŌ§ŌŗĻōĶńĶÁ∆Ýį≤»ę÷™ ∂£¨īŪĹęŃ„ŌŖĹ”ĶĹĽūŌŖ…Ō£¨Ķľ÷¬ļłĽķÕ‚Ņ«īÝĶÁ£¨Ķľ÷¬ī•ĶÁ…ŪÕŲ°£
ł√‘ű√ī‘§∑ņ ¬Ļ ∑Ę…ķńō£Ņ
Ĺ”ŌŖĻ§◊ųĪō–Ž“™”…ĶÁĻ§ĹÝ––£¨ļłĻ§≤ĽĶ√…√◊‘ĹÝ––°£
¬Ļ įłņż2
łŁĽĽļłŐű Ī”√ ÷ī•ŇŲļł«ĮŅŕ£¨‘‚”ŲĶÁĽų
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
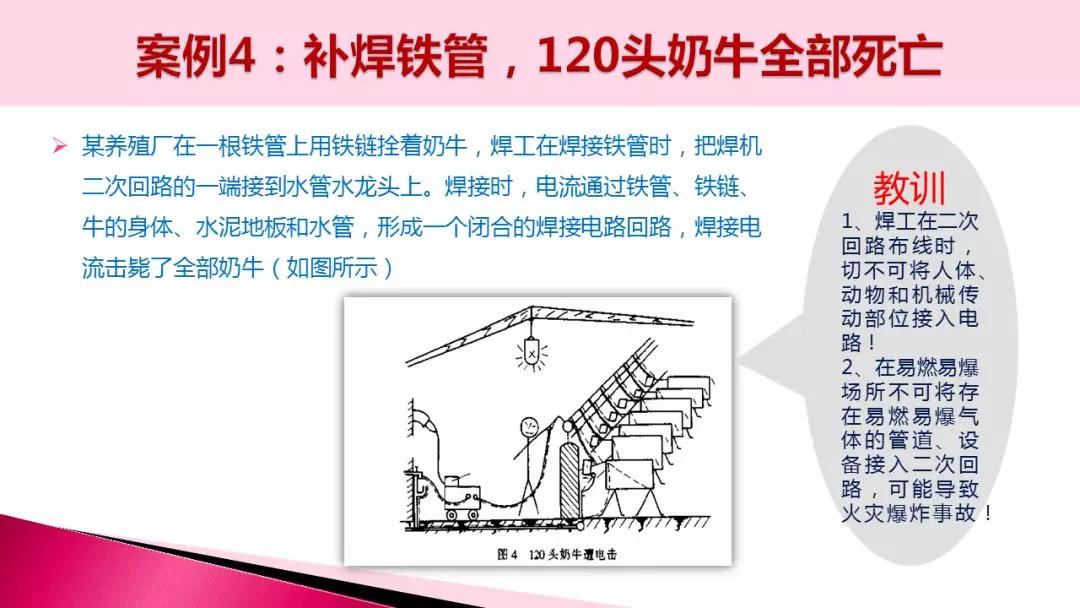
ń≥ī¨≥ßĶń“ĽőĽńÍ«ŠŇģĶÁļłĻ§‘ŕī¨≤’ńŕĹÝ––ļłĹ”◊ų“Ķ£¨“Úő™≤’ńŕő¬∂»łŖ£¨‘Ŕľ”…ŌÕ®∑Á≤ĽŃľ£¨…Ū…ŌīůŃŅ≥ŲļĻ£¨”ŕ «ĺÕĹęĻ§◊ų∑ĢļÕ◊ų“Ķ ÷Ő◊ ™Õł°£‘ೣĽĽļłŐű Īī•ľįĶĹŃňļł«ĮŅŕ£¨‘‚”ŲĶÁĽų°£ł’‘‚”ŲĶÁĽų Ī£¨“Úő™ĺ∑¬őļů—ŲĶÝĶĻ£¨Ķę «ļł«Į≤Ľ…ų¬š‘ŕĺĪ≤Ņ£¨◊Óļů«ņĺ»őř–ßňņÕŲ°£

‘ž≥…’‚≥°≤“Ń“ ¬Ļ Ķń÷ų“™‘≠“Ú°™°™
£®1£©ļłĽķĶńŅ’‘ōĶÁ—ĻĹŌłŖ£¨≥¨ĻżŃňį≤»ęĶÁ—Ļ
£®2£©ī¨≤’ńŕő¬∂»łŖ£¨ļłĻ§īůŃŅ≥ŲļĻ£¨»ňŐŚĶÁ◊ŤĹĶĶÕ£¨ī•ĶÁő£Ō’–‘‘Ųīů
£®3£©ī•ĶÁļůőīń‹ľį Ī∑ĘŌ÷£¨ľį Ī«ů‘ģ£¨ĶÁŃųÕ®Ļż»ňŐŚĶń≥÷–Ý ĪľšĹŌ≥§£¨–ń∑őĶ»÷ō“™∆ųĻŔ ‹ňū—Ō÷ō£¨«ņĺ»őř–ß°£
»Áļő‘§∑ņņŗň∆ ¬Ļ Ķń∑Ę…ķńō£Ņ
£®1£©≤’ńŕ◊ų“Ķ Ī“™…Ť÷√Õ®∑Á◊į÷√£¨ ĻŅ’∆Ý∂‘Ńų£¨Ī‹√‚ńŕ≤Ņő¬∂»ĻżłŖ
£®2£©≤’ńŕ◊ų“Ķ Ī“Ľ∂®“™”–ľŗĽ§»ň£¨ňś Ī◊Ę“‚ļłĻ§Ļ§◊ų◊īŐ¨£¨”ŲĶĹő£Ō’÷§’’£¨ŃĘľīņ≠’Ęĺ»»ň
¬Ļ įłņż3
Ĺ”ŌŖįŚ…’ňū£¨ļłĽķÕ‚Ņ«īÝĶÁ‘ž≥…ĶÁĽų ¬Ļ
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
ń≥Ļ§≥ßĶńļłĻ§£¨ľ◊““ŃĹ»ň‘ŕĹÝ––ŐķŅ«Ķ„ļł◊ų“Ķ£¨∑ĘŌ÷ļłĽķ“Ľ∂ő“żŌŖ»¶“—ĺ≠∂ŌŃň£¨”ŕ «ľ◊ļłĻ§ĺÕ’“Ńň“Ľ∂ő»ŪŌŖĹ–““ļłĻ§łŁĽĽ°£““‘ೣĽĽŌŖ Ī£¨∑ĘŌ÷“ĽīőŌŖĹ”įŚ¬›ň®ň…∂Į£¨”ŕ «ĺÕ”√į‚ ÷Ň°ĹŰ£¨īň Īľ◊≤Ę≤Ľ‘ŕ≥°£¨»Ľļů““ ‘ļłŃňľłŌ¬ļůĺÕņŽŅ™Ńň◊ų“ĶŌ÷≥°£¨ľ◊∑ĶĽōļů“≤≤ĽŃňĹ‚«ťŅŲĺÕŅ™ ľĶ„ļł£¨÷ĽļłŃň“ĽŌ¬ĺÕīůĹ–“Ľ…ýĶĻ‘ŕĶō…Ō°£Ļ§»ňĪŻŃĘľīņ≠’Ę∂ŌĶÁ£¨Ķę◊Óļů“≤“Úő™«ņĺ»≤Ľľį Ī∂ÝňņÕŲ°£

£®1£©“ÚĹ”ŌŖįŚ…’ňū£¨ŌŖ»¶”ŽļłĽķÕ‚Ņ«ŌŽŇŲ“ż∆ū∂Ő¬∑
£®2£©ļłĽķÕ‚Ņ«őīĹ”Ķō
ł√»Áļő‘§∑ņ ¬Ļ ∑Ę…ķ£Ņ
£®1£©”¶”…ĶÁĻ§ĹÝ––…ŤĪłő¨–ř
£®2£©ļłĹ”…ŤĪł”¶Ī£Ľ§Ĺ”Ķō
¬Ļ įłņż4
ļłĻ§‘ŕ»›∆ųńŕ◊ų“Ķ Ī£¨ĹŤ”√—ű∆Ý÷√ĽĽ∂Ý“ż∑ĘĽū‘÷
¬Ļ ÷ų“™ĺ≠Ļż°™°™
ń≥ľ“Ň©“©≥ßĶńĽķ–řļłĻ§‘ŕ÷Īĺ∂“Ľ√◊°ĘłŖŃĹ√◊Ķń∑Ī÷≥ĻÝńŕĹÝ––ļłĹ”Ķ≤įŚ◊ų“Ķ£¨īň…ŤĪłńŕ≤Ņőī◊įŇŇ—Ő…ŤĪł£¨”ŕ «ļłĻ§ĺÕ «”√—ű∆ÝņīīĶ…ĘĻÝńŕĶń—Ő∆Ý°£Ķę «£¨ĶĪļłĻ§‘ŔīőĹÝ»ŽĻÝńŕĹÝ––ļłĹ”◊ų“Ķ Ī£¨÷ĽŐż°įļš°ĪĶń“Ľ…ý£¨∑Ę…ķŃňĽū‘÷£¨ļłĻ§…’…ň√śĽż≥¨Ļż80%£¨»ż∂»…’…ň’ľ60%£¨«ņĺ»7ŐžļůňņÕŲ°£

¬Ļ ∑Ę…ķĶń÷ų“™‘≠“Ú°™°™
£®1£©”√—ű∆Ý◊ŲÕ®∑Á‘ī“— «—Ō÷ōő•’¬
£®2£©ĹÝ»Ž»›∆ųńŕļłĹ”őī…ŤÕ®∑Á◊į÷√
»Áļő‘§∑ņ ¬Ļ ∑Ę…ķńō£Ņ
£®1£©ĹÝ»Ž»›∆ųńŕĹÝ––ļłĹ”◊ų“Ķ Ī”¶ł√…Ť”–Õ®∑Á◊į÷√
£®2£©Õ®∑Á∆Ý‘ī”¶ł√ «—ĻňűŅ’∆Ý
¬Ļ įłņż5
—ű∆Ý∆ŅĶńľű—Ļ∆ų◊ŇĽū…’ĽŔ
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
ń≥łŲĹ®÷ĢĻ§∂”Ķń∆ÝļłĻ§‘ŕĹÝ––ļłĹ”◊ų“Ķ£¨ Ļ”√¬©∆ÝĶńļłĺś£¨ļłĻ§Ķń ÷–ńĪĽĶųĹŕ¬÷ī¶√į≥ŲĶńĽūĺś√Á…’…ň∆ūŇ›£¨ÕŅ…Ō‚Ķ”ÕļůľŐ–ÝĹÝ––◊ų“Ķ£¨ ©ļłĻż≥Ő÷–”÷“Ľīő∑Ę…ķĽōĽū£¨—ű∆ÝĹļĻ‹Ī¨’®£¨ľű—Ļ∆ų◊ŇĽū≤Ę…’ĽŔ£¨ĻōĪ’—ű∆Ý∆Ņ∑ß√Ň Ī£¨—ű∆Ý∆Ņ…ŌįŽĹō“—∑«≥£ŐŐ ÷£¨∑«≥£ő£Ō’°£

¬Ļ ∑Ę…ķĶń÷ų“™‘≠“Ú°™°™
¬©∆ÝĶńļłĺś «∑«≥£»›“◊∑Ę…ķĽōĽūĶń£ĽŃŪÕ‚£¨‘ŕĶųĹŕ—ű∆Ý—ĻѶ Ī£¨Ņ™∆Ű—ű∆Ý∆Ņ∑ßļÕľű—Ļ∆ų£Ľ‘Ŕľ”…Ōjľű—Ļ∆ų…Ō’≥…ŌŃň”Õ÷¨£¨∑Ę…ķĽōĽū£¨‘ŕ—ĻňűīŅ—ű«ŅŃ“—űĽĮ◊ų”√Ō¬“ż∆ūĺÁŃ“»ľ…’°£
¬Ļ ‘§∑ņīŽ ©°™°™
£®1£©∆Ýļł«į”¶ł√ľž≤ťļłĺś «∑ŮŃľļ√£¨∑ĘŌ÷¬©∆Ý—ŌĹŻ Ļ”√£¨īż–ř‘ŔľŐ–Ý ©ļł£Ľ
£®2£©≤Ľń‹”√īÝ”–”Õ÷¨Ķń ÷Ő◊»•Ņ™∆Ű—ű∆Ý∆Ņ∑ßļÕľű—Ļ∆ų°£
¬Ļ įłņż6
∂ĮĽū≥°Ķō≤Ľ∑ŻļŌ“™«ů£¨“ż»ľīůĽū
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
ń≥ī¨≥ßĶńļłĻ§Ļňń≥ŌÚ◊§ī¨ŌŻ∑ņ‘Ī…Í«Ž∂ĮĽū£¨Ķę «£¨ŌŻ∑ņ‘ĪĽĻőīĶĹŌ÷≥°ĺÕŇķ◊ľ∂ĮĽū°£Ļňń≥∆ÝłÓĪ©ňŅļů£¨ī¨Ķ◊Ķń”ÕőŘ”ŲĶĹĽūĽ®∑…Ŷ£¨“ż»ľ–‹–‹īůĽū£¨‘ŕ≥°»ň‘Ī”√ňģļÕ√ūĽūľŃ∆ňĺ»≤Ľ≥…£¨‘ž≥…5»ňňņÕŲ°Ę1»ň÷ō…ň°Ę3»ň«Š…ň°£

¬Ļ ∑Ę…ķĶń÷ų“™‘≠“Ú°™°™
£®1£©ŌŻ∑ņ‘Ī ß÷į£¨√§ńŅ…ůŇķ£¨ĽĻ√ĽĶĹŌ÷≥°ĺÕŇķ◊ľ∂ĮĽū°£
£®2£©∂ĮĽū≤ŅőĽŌ¬∑Ĺ”–”ÕőŘ£Ľ
£®3£©Ō÷≥°»ň‘Ī√ūĽū÷™ ∂»Ī∑¶°£
ł√»Áļő‘§∑ņ ¬Ļ ∑Ę…ķ£Ņ
£®1£©ŌŻ∑ņ‘ĪĹ”…Í«Ž∂ĮĽūĪ®łśļů£¨“™…Ó»ŽŌ÷≥°≤žŅī£¨»∑»Ōį≤»ęļů≤Ňń‹∑Ę∂ĮĽū÷§£Ľ
£®2£©“™«Ś≥Ģ∂ĮĽū≤ŅőĽŌ¬∑ĹĶń”ÕőŘ£Ľ
£®3£©“™ľ”«Ņ‘ĪĻ§Ķńį≤»ę÷™ ∂—ßŌį°£
¬Ļ įłņż7
őř÷§ő•’¬≤Ŕ◊ų£¨ńū≥…ŐōīůĽū‘÷ ¬Ļ
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
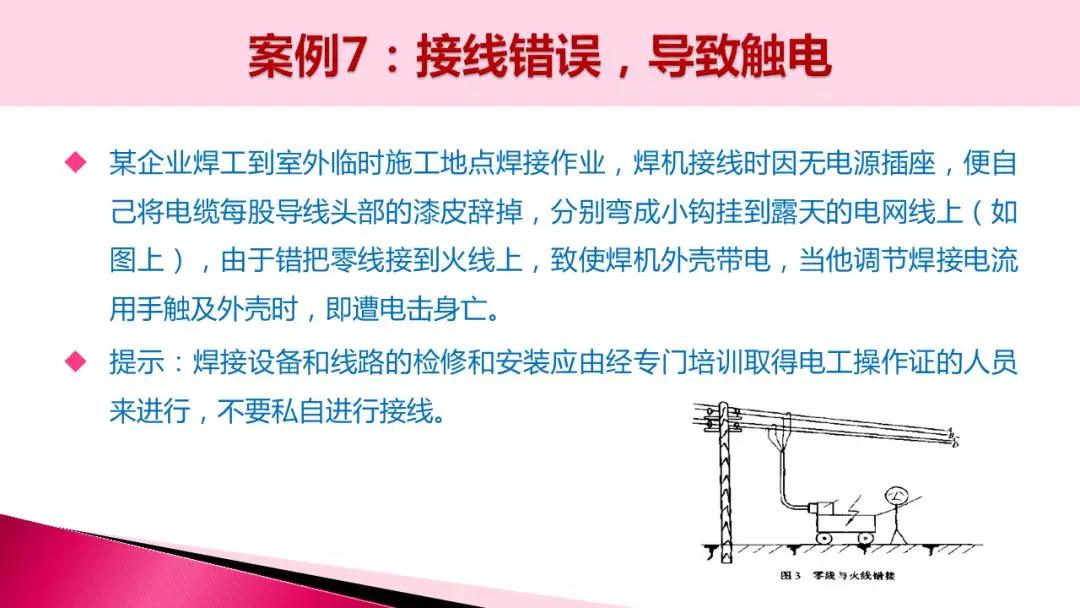
ń≥ńÍ •Ķģ“Ļ£¨¬Ś—Ű –ņŌ≥««ÝĶń“Ľ∂į…Ő“ĶīůŌ√∑Ę…ķŐōīůĽū‘÷°£Ő®…Ő–¬ĹŁ◊‚”√ł√…ŐŌ√Ķń“Ľ≤„ļÕłļ“Ľ≤„Ņ™…Ť∑÷ĶÍ£¨ľ∆Ľģ”ŕ26»’ ‘”™“Ķ£¨∂ÝĶĪ Ī£¨…ŐŌ√∂•≤„4≤„Ņ™…ŤĶń“Ľľ“łŤőŤŐŁ’ż‘ŕĺŔįž •ĶģőŤĽŠ°£ĺÕ‘ŕĽ∂ņ÷∆Ý∑’’żŇ®÷ģ Ī£¨¬•Ō¬ľłīō–°–°ĶńĶÁļłĽūĽ®Ĺę’ż◊į–řĶńĶōŌ¬ “…’∆ū£¨Ľū ∆ļÕŇ®—Őň≥◊Ҭ•Ő›÷ĪĹ”¬Ż—”ĶĹ∂•≤„łŤőŤŐŁ£¨ńū≥…Ńň“Ľ≥°Őōīů‘÷ń—£¨∂Š◊ŖŃň309»ňĶń…ķ√Ł°£

¬Ļ ∑Ę…ķĶń÷ų“™‘≠“Ú°™°™
£®1£©◊ŇĽūĶń÷ĪĹ”‘≠“Ú «ľł√ŻļłĻ§√Ľ”– ‹Ļż◊®“ĶĶńį≤»ęľľ űŇŗ—Ķ£¨‘ŕ√Ľ”–Őō÷÷◊ų“Ķ÷§Ķń«ťŅŲŌ¬ĹÝ––◊ų“Ķ£Ľ
£®2£©√Ľ”–≤…»°»őļő∑ņ∑∂īŽ ©£¨“į¬ý ©Ļ§÷¬ ĻĽūļžĶńļł‘ŁĹ¶¬š£¨“ż»ľŃňĶōŌ¬∂Ģ≤„ľ“ĺŖ…Ő≥°÷–Ķńńĺ÷∆ľ“ĺŖļÕ…≥∑ĘĶ»“◊»ľőÔ∆∑£Ľ
£®3£©ĽŇ¬“«ťŅŲ÷–”√ňģŃķŌÚŌ¬ĹĹňģĹÝ––◊‘ĺ» «≤Ľ≥…Ķń£¨ľłłŲ»ňĽŇ¬“÷ģ÷–√Ľ”–Ī®ĺĮĺÕņŽŅ™ŃňŌ÷≥°£¨Í›őů√ūĽūļÕ Ť…Ę»ň‘ĪĶń◊Óľ— ĪĽķ£¨◊ÓļůĶľ÷¬≤“Ń“ ¬Ļ Ķń∑Ę…ķ°£

£®1£©ļłĻ§Īō–Ž≥÷÷§…Ōłŕ£¨‘ŕļłĹ”Ļż≥Ő÷–“™◊Ę“‚∑ņĽū£Ľ
£®2£©ļłĹ”≥°ňý”¶ĶĪ≤…»°Õ◊…∆Ķń∑ņĽ§īŽ ©£Ľ
£®3£©“™į≤ŇŇ◊®»ňľŗ ”Ľū÷÷£Ľ
£®4£©“◊»ľ∆∑“™‘∂ņŽĻ§◊ų≥°Ķō10√◊÷ģÕ‚£Ľ
£®5£©Īł”–“Ľ∂® żŃŅĶń√ūĽū∆ų≤ń£¨Ī»»Á…įŌš°ĘŇ›ń≠√ūĽūĽķĶ»£Ľ
£®6£© ¬Ļ ∑Ę…ķļů”¶ĶĪŃĘľīĪ®ĺĮ£¨’ý»° Īľšį—Ľū‘÷ňū ßľűĶĹ◊Ó–°£Ľ
£®7£©“™ľ”«ŅĻÕ‘ĪĶń÷į“ĶĶņĶ¬ĹŐ”ż°£
¬Ļ įłņż8
ŇÁ∆Š∑ŅńŕĶÁļł◊ų“Ķ∆ūĽū
¬Ļ ∑Ę…ķ÷ų“™ĺ≠Ļż°™°™
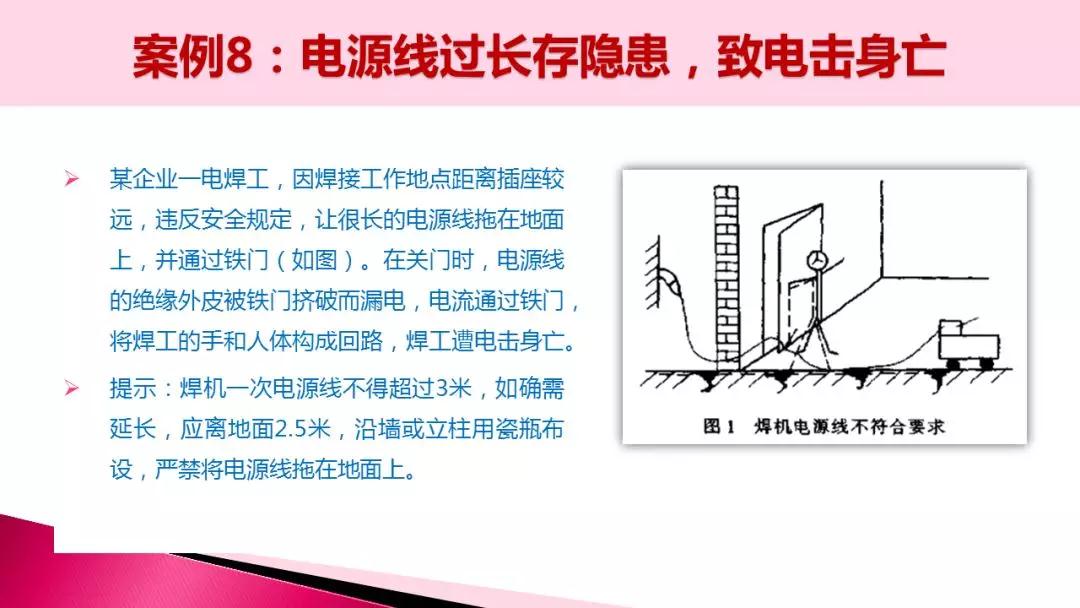
ĶÁļłĻ§ľ◊‘ŕŇÁ∆Š∑ŅńŕļłĹ”“ĽĻ§ľĢ Ī£¨ĶÁļłĽūĽ®∑…ŶĶĹłĹĹŁĽż”–ĹŌļŮĶń”Õ∆Šń§ĶńńĺįŚ∂Ý∆ūĽū°£‘ŕ≥°Ļ§»ňľŻ◊ī∂ľĺ™ĽŇ≤Ľ“—£¨”–”√…®÷„ŇńīÚĶń£¨”–”√—ĻňűŅ’∆ÝĽķīĶĽūĶń£¨◊Ó÷’Ķľ÷¬Ľū ∆ņ©īů°£ļůĺ≠ŌŻ∑ņ∂”įŽ–° Ī«ņĺ»£¨÷’”ŕĹęĽūŌ®√ū£¨ňš»Ľőī”–»ň ‹…ň£¨Ķę «‘ž≥…Ńň≤∆őÔĶń—Ō÷ōňū ß°£

¬Ļ ∑Ę…ķĶń÷ų“™‘≠“Ú°™°™
£®1£©‘ŕĹŻĽū«ÝļłĹ”«įőīĺ≠Ļż∂ĮĽūŇķ◊ľ£¨…√◊‘ĹÝ––∂ĮĽū◊ų“Ķ£¨ő•∑īŃň≤Ŕ◊ųĻś≥Ő
£®2£©őīĺ≠«Ś≥ż∑ŅńŕĶń”Õ∆Šń§ļÕ≤…»°»őļő∑ņĽūīŽ ©£¨ĺÕĹÝ––∂ĮĽū◊ų“Ķ
£®3£©√ūĽū∑Ĺ∑®≤ĽĶĪ£¨īŪőů Ļ”√—ĻňűŅ’∆ÝīĶĽū£¨≤ĽĶę√Ľ”–√ūĽū£¨∑ī∂Ý÷ķ≥§ŃňĽū ∆£¨‘ž≥…Ńň ¬Ļ ņ©īůĶń∂ŮĻŻ°£
¬Ļ ‘§∑ņīŽ ©°™°™
£®1£©≤Ľ◊ľ‘ŕŇÁ∆Š∑ŅńŕĹÝ––√ųĽū◊ų“Ķ°£»ÁĪō–Ž ©ļł£¨”¶÷ī––∂ĮĽū…ůŇķ÷∆∂»£Ľ
£®2£©«Ś≥Ģ“Ľ«–Ņ…»ľőÔ£Ľ
£®3£©”Õ∆Š∑Ņńŕ”¶Īł”–…≥◊”°ĘŇ›ń≠ĽÚ∂Ģ—űĽĮŐľ√ūĽū∆ų≤ń°£
¬Ļ įłņż9
Õ—łĹĻř◊ųļłĽķĹ”Ķōľę‘ž≥… ¬Ļ
¬Ļ ĺ≠Ļż°™°™
ń≥Ļ§≥ßĶńļłĻ§—°”√–¬į≤◊įĶńÕ—łĹĻř◊ųĹ”Ķōľę£®Ļřńŕ”–ŃĹ∂Ŕ∂ŗĽÓ–‘ŐŅ£©£¨ĶÁļł Ī”…”ŕĶľŌŖѨŔī¶Ķńĺ÷≤Ņľ”»»£¨“ż»ľŃňĻřńŕĶńĽÓ–‘ŐŅ£¨ĹŠĻŻĹęŃĹ∂Ŕ∂ŗĶńĽÓ–‘ŐŅ»ę≤Ņ…’Ļ‚°£
¬Ļ ∑Ę…ķĶń÷ų“™‘≠“Ú°™°™
”…”ŕļłĹ”ĶÁŃų≤ķ…ķĶńĶÁ◊Ť»»ļÕ“żĽ° Ī≤ķ…ķĶńĶÁĽūĽ®ĺ÷≤Ņľ”»»ĽÓ–‘ŐŅ“ż∆ū◊ŇĽū°£
”¶ł√»Áļő’ż»∑‘§∑ņńō£Ņ
—ŌĹŻņŻ”√Ĺū ŰőÔīÓĹ”∆ūņī◊ųő™ļłĹ”Ľō¬∑ĶńĶľŐŚ°£
¬Ļ įłņż10
īŪ”√—ű∆ÝīķŐś—ĻňűŅ’∆Ý£¨“ż∆ūĪ¨’®
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
‘ŕń≥łŲőŚĹū…ŐĶÍ÷–£¨“ĽőĽļłĻ§’ż‘ŕīůŐ√ńŕő¨–ř—ĻňűĽķļÕņšńż∆ų£¨‘ŕĹÝ––◊ÓļůĶń∆Ý—Ļ ‘—ť Ī£¨“Úőř∑®—ĻňűŅ’∆Ý£¨ļłĻ§”√—ű∆ÝņīīķŐś£¨ĶĪ ‘—Ļ÷Ń0.98MPa Ī£¨—ĻňűĽķ≥ŲŌ÷¬©∆Ý£¨ł√ļłĻ§ŃĘľīĹÝ––≤Ļļł£¨‘ŕ“żĽ°Ķń“Ľň≤ľš£¨—ĻňűĽķŃĘľīĪ¨’®£¨ĶÍŐ√’®ĽŔ£¨ļłĻ§ĶĪ≥°’®ňņ£¨‘ž≥…∂ŗ»ň ‹…ň°£
¬Ļ ∑Ę…ķĶń÷ų“™‘≠“Ú°™°™
£®1£©ĶÍŐ√ńŕ≤ĽŅ…◊ųő™ļłĹ”≥°ňý°£
£®2£©ļł≤Ļ«į”¶ł√īÚŅ™“Ľ«–Ņ◊ł«£¨Īō–Ž‘ŕ√Ľ”–—ĻѶĶń«ťŅŲŌ¬ĹÝ––≤Ļļł°£
£®3£©—ű∆Ý «÷ķ»ľőÔ÷ £¨≤Ľń‹Őśīķ—ĻňűŅ’∆Ý°£
÷ų“™‘§∑ņīŽ ©°™°™
£®1£©ĶÍŐ√ńŕ≤ĽŅ…◊ųő™ļłĹ”≥°ňý£¨»ÁľĪ–ŤļłĹ”“≤”¶≤…»°«– ĶŅ…––Ķń∑ņĽ§īŽ ©£¨ľī‘ŕ∂ĮĽūĶ„10√◊ńŕőř»őļő“◊»ľőÔ∆∑°ĘĪł”–Ōŗ”¶Ķń√ūĽū∆ų≤ńĶ»°£
£®2£©≤Ļļł Ī”¶–∂—Ļ°£
£®3£©—ŌĹŻ”√—ű∆ÝŐśīķ—ĻňűŅ’∆Ý◊ų ‘—Ļ∆Ý°£
¬Ļ įłņż 11
ļł≤Ļ◊įňŠĻřĪ¨’®
¬Ļ ∑Ę…ķ÷ų“™ĺ≠Ļż°™°™
ń≥Ķ•őĽ“Ľ◊į‘ňŃÚňŠĶńĻřŐŚĶ◊≤Ņ¬©ňŠ£¨≤Ļļł Ī£¨ĹęĻřĶ◊≥Į…Ō£¨»ňŅ◊≥ĮŌ¬∑Ň‘ŕĶō√ś…Ō£¨ĶĪļłĻ§∆ūĽ° Ī£¨ňŠĻřľī∑Ę…ķĪ¨’®£¨ĶĪ≥°…’…ňļłĻ§£¨≤Ę’®ňņ‘ŕ≥°Ļ§»ň“Ľ√Ż°£
¬Ļ ∑Ę…ķĶń÷ų“™‘≠“Ú°™°™
ĺ≠Ļż»°—ý∑÷őŲ∑ĘŌ÷£¨ĻřŐŚ≤ńŃŌ≤Ľ «ńÕňŠł÷£¨‘ŕŌ°ŃÚňŠĶń◊ų”√Ō¬£¨ĻřŐŚ≤ńŃŌ÷–ĶńŐķ”ŽňŠŅ…∑Ę…ķĽĮ—ß∑ī”¶°£“≤ĺÕ «ňĶ£¨‘ŕňŠĻřń༊≥š¬ķ«‚∆Ý”ŽŅ’∆ÝĶńĽžļŌ∆ÝŐŚ£¨«‚‘ŕŅ’∆Ý÷–Ķńļ¨ŃŅ≥¨ĻżĪ¨’®ľęŌř∑∂őߣ¨“ÚīňŅ…Ň–∂Ō «ĶÁļłĽūĽ®“ż»ľĻřń༞ļŌ∆ÝŐŚ∑Ę…ķĪ¨’®°£
÷ų“™‘§∑ņīŽ ©”–ńń–©£Ņ
£®1£©ļł≤ĻňŠ°ĘľÓĻř«į£¨Īō–ŽŌ»ŃňĹ‚Ļřńŕ«ťŅŲ£¨»Ľļů”√ňģ«ŚŌī£¨īż∆š÷–Ķń“ļŐŚĽÚ∆ÝŐŚŇŇ∑Ňł…ĺĽ£¨≤Ę ĻļłľĢ≤Ľ≥ √‹Ī’◊īŐ¨ Ī£¨≤Ňń‹ ©ļł°£
£®2£© ĘŌ°ŃÚňŠĶńĻř≤Ř”¶”√ńÕňŠł÷įŚĽÚ≥ń«¶ł÷įŚ÷∆≥…°£
¬Ļ įłņż 12
ļł≤Ļ≤Ů”ÕĻŮĪ¨’®
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
ń≥ÕŌņ≠Ľķ≥ß“ĽŃĺ∆Ż≥Ķ◊į‘ŕĶń≤Ů”ÕĻŮ£¨≥Ų”ÕĻ‹‘ŕŔţ”Õ∑ßĶń≤ŅőĽňūĽĶ–Ť“™ļł≤Ļ£¨≤Ŕ◊ų»ň‘ĪĹęĻŮńŕ≤Ů”Õ∑ŇÕÍ÷ģļůőīľ”«ŚŌī£¨÷ĽīÚŅ™»ŽŅ◊ł«ĺÕĹÝ––ļł≤Ļ£¨Ī¨’® ¬Ļ ň≤ľš∑Ę…ķ£¨ĶĪ≥°’®ňņ3»ň°£

¬Ļ ∑Ę…ķĶń÷ų“™‘≠“Ú°™°™
£®1£©”ÕĻŮ÷–Ķń≤Ů”Õ∑ŇÕÍļů£¨ĻŮĪŕńŕĪŪ√ś»‘”–”Õń§īśŃŰ£¨≤Ę‘ŕĻŮńŕ∑ĘĽ””Õ∆Ý£¨’‚ĺÕ»›“◊”ŽĹÝ»ŽĶńŅ’∆Ý–ő≥…Ī¨’®–‘ĽžļŌ∆ÝŐŚ£¨ĪĽļłĹ”łŖő¬“żĪ¨°£
£®2£©ļłĻ§√§ńŅļł≤Ļ£¨ «ńū≥… ¬Ļ Ķń÷ų“™‘≠“Ú÷ģ“Ľ°£
÷ų“™‘§∑ņīŽ ©°™°™
£®1£©≤Ů”ÕĻŮļłĹ”«įĪō–ŽĹÝ––÷√ĽĽī¶ņŪ£¨≤ĘīÔĶĹ«ŚŌīļŌłŮĪÍ◊ľļů£¨≤Ňń‹ Ķ ©ļł≤Ļ°£
£®2£©ļł≤Ļ Ī”¶Ĺę”ÕĻŮňý”–ł«°Ę∑ß√ŇīÚŅ™£¨≤ĘÕ®—ĻňűŅ’∆Ý°£
¬Ļ įłņż 13
ļł≤Ļ…ݬ©Ķńĺ∆ĺęÕįĪ¨’®
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
ń≥÷∆“©≥ß≥ĶľšĹę“ĽłŲ…ݬ©Ķńĺ∆ĺęÕįňÕĶĹĽķ–ř◊ťĹÝ––ļł≤Ļ£¨ļłĻ§ ©ļł≤Ľĺ√ĺÕ∑Ę…ķŃňĺ∆ĺęÕįĪ¨’®£¨∑…∆ūĶńÕįł«÷ĪĹ”ĽųŃ—ŃňļłĻ§ĶńÕ∑≤Ņ£¨‘ž≥…ĶĪ≥°ňņÕŲ°£
‘ž≥… ¬Ļ Ķń÷ų“™‘≠“Ú°™°™
ĺ∆ĺęÕį ©ļł«įőīĺ≠»őļő«ŚŌī£¨ÕįńŕĽĻ≤–ŃŰĺŅĺĻ£¨∂Ýĺ∆ĺęľę“◊Ľ”∑Ę£¨‘ŕ√‹Ī’»›∆ųńŕ”ŽŅ’∆Ý–ő≥…Ī¨’®–‘ĽžļŌ∆ÝŐŚ£¨∆Ýļł ĪĺÕĽŠ“ż»ľĪ¨’®°£

÷ų“™‘§∑ņīŽ ©°™°™
£®1£© Ę◊įĺ∆ĺęĶń»›∆ų£¨ ©ļł«įĪō–Ž”√«Śňģ«ŚŌīł…ĺĽ£¨≤Ę≥®Ņ™Õįł«ĹÝ––ļłĹ”°£
£®2£©ļłĻ§‘ŕļłĹ”«įĪō–ŽŇ™«Ś»›∆ų‘Ý◊įĻżļő÷÷“◊»ľ“◊Ī¨őÔ∆∑ľįÕÍ≥…«ŚŌī£¨—ŌĹŻ√§ńŅ∂ĮĽūļł≤Ļ°£
¬Ļ įłņż 14
ļłĻ§“żĽ°“ż∆ūŰļ≤’Ī¨’®
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
ń≥ī¨≥ßĶńŃĹ√Ż”ÕĻ§‘ŕ“ĽłŲ√‹Ī’ĶńŰļ≤’ńŕŇÁÕŅ◊Óļů“ĽĪť”Õ∆Š£¨ĶĹ÷–őÁŇÁ∆ŠĻ§◊ųÕÍĪŌ£¨‘ŕ≥ŲŰļ≤’ Ī£¨ňś ÷Ĺę»ňŅ◊ł«įŽŅ™įŽĻō∂ÝņŽ»•£¨≤’ł«÷‹őß“≤őř∑®ŐŠ ĺő£Ō’ĶńĪÍ÷ĺ°£
Ō¬őÁ»ż Ī◊ů”“£¨“Ľ√ŻŰł◊į√≠Ļ§…Ōī¨į≤◊į–°Ľķ◊ý£¨Ļ§◊ųőĽ÷√Ŕţł√Űļ≤’£¨‘ŕ∆ÝłÓĶ„Ľū Ī£¨√≠Ļ§∑ĘŌ÷√ĽīÝĶÁ◊”īÚĽū«Ļ£¨ĺÕ«ŽļłĻ§įÔ√¶Ķ„“ĽŌ¬Ľū£¨ļłĻ§ň≥ ÷ń√∆ūļł«Į‘ŕŰļ≤’ł«“żĽ°£¨Ĺ”◊Ň“Ľ…ýĺřŌž£¨Űļ≤’Ī¨’®£¨ĶĪ≥°8»ňňņÕŲ°Ę6»ň ‹…ň°£

¬Ļ ∑Ę…ķĶń÷ų“™‘≠“Ú°™°™
£®1£©”Õ∆Š÷–ĪĹĶńŅ…»ľ∆ÝŐŚ”ŽŅ’∆ÝĽžļŌīÔĶĹŃňĪ¨’®ľęŌř£¨ľ”÷ģŐž∆Ý—◊»»£¨łŁľ”ĺÁŃňĪĹĶńŅ…»ľ∆ÝŐŚŇ®∂»£¨“Úīň”ŲĽūŃĘľīĪ¨’®°£
£®2£©Űļ≤’ŇÁ∆Šļů£¨őī…ŤĺĮ ĺĪÍ÷ĺļÕľŗĽ§»ň°£
£®3£©ŇÁ∆ŠļůŰļ≤’ńŕőī≤…»°Õ®∑ÁīŽ ©°£
÷ų“™‘§∑ņīŽ ©°™°™
£®1£©ł√Űļ≤’÷‹őß”¶…ŤĺĮ ĺŇ∆ļÕľŗĽ§»ň°£
£®2£©Űļ≤’ńŕ”¶Õ®—ĻňűŅ’∆Ý£¨ľű…ŔŅ…»ľ∆ÝŐŚŇ®∂»°£
£®3£©ļłĻ§“żĽ° Ī£¨“™◊Ę“‚÷‹ő߼∑ĺ≥£¨”»∆š «“◊»ľ“◊Ī¨őÔ∆∑°£
¬Ļ įłņż 15
ļł≤ĻŅ’∆Ý”ÕÕįĪ¨’®
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
ń≥Ļ§≥ß∆Ż≥Ķ∂”“ĽłŲ”–Ń—∑žĶńŅ’∆Ý”ÕÕį–Ťļł≤Ļ£¨ļłĻ§įŗŐŠ≥Ųőī≤…»°īŽ ©÷ĪĹ”ļł≤Ļ”–ő£Ō’£¨Ķę∆Ż≥Ķ∂”ňĶ’‚łŲŅ’Õį «ł…Ķń£¨√Ľ”–ő£Ō’°£ĹŠĻŻ£¨‘ŕőī≤…»°»őļőį≤»ęīŽ ©Ķń«ťŅŲŌ¬£¨ļłĻ§įŗĺÕŅ™ ľĹÝ––ļł≤Ļ°£ĶĪ Ī”–“ĽőĽļłĻ§∂◊‘ŕĶō…Ō…’∆Ýļł£¨ŃŪ“ĽőĽĻ§»ň”√ ÷∑Ų◊Ň∆Ż”ÕÕį°£ł’Ņ™ ľļłĹ” Ī∆Ż”ÕÕįĺÕ∑Ę…ķŃňĪ¨’®£¨ŃĹ∂ň∑‚Õ∑∑…≥Ų£¨ÕįŐŚĪĽ’®≥…“ĽŅťŐķįŚ£¨’ż‘ŕ≤Ŕ◊ųĶń∆ÝļłĻ§ĶĪ≥°ĪĽ’®ňņ°£
¬Ļ ∑Ę…ķĶń÷ų“™‘≠“Ú°™°™
≥Ķ”√∆Ż”ÕĶńĪ¨’®ľęŌřő™0.89%~5.16%£¨Ī¨’®Ō¬Ōř∑«≥£ĶÕ°£“Úīň£¨ĺ°Ļ‹Ņ’Õį «ł…Ķń£¨Ķę÷Ľ“™”ÕÕįńŕĪŕĶńŐķ–‚ĪŪ√śőĘŅ◊őŁłĹ…ŔŃŅ≤–”Õ£¨ĽÚÕįńŕĺŪ∑žņÔĶń≤–ŃŰ…ű÷Ń”ÕőŘĽ”∑Ęņ©…ĘĶń∆Ż”Õ’Ż∆Ž£¨ļ‹»›“◊īÔĶĹ…ű÷Ń≥¨ĻżĪ¨’®Ō¬Ōř£¨”ŲļłĹ”Ľū—śĽÚĶÁĽ°ĺÕĽŠ∑Ę…ķĪ¨’®£¨ľ”…Ōń‹īÚŅ™ĶńŅ◊∂īł«◊”√Ľ”–ĶńīÚŅ™£¨Ī¨’® ĪÕĢѶĺÕĽŠłŁīů°£
÷ų“™‘§∑ņīŽ ©°™°™
£®1£©—ŌĹŻļł≤Ļ«–łÓőīĺ≠į≤»ęī¶ņŪĶń»ľŃŌ»›∆ųļÕĻ‹Ķņ°£
£®2£©—ŌĹŻļł≤Ļ«–łÓőīŅ™Ņ◊∂īĶń√‹∑‚»›∆ų°£
£®3£©»ľŃŌ»›∆ųĶńļł≤Ļ–ŤįīĻś∂®≤…»°”–Ļōį≤»ę◊ť÷ĮīŽ ©°£
¬Ļ įłņż 16
∆ÝłÓ∆Ż”ÕÕį∑Ę…ķĪ¨’®
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
ń≥ĶōĶńń≥≤Ņ∂””√∆Ż≥Ķņ≠ņī“ĽłŲ ĘĻż∆Ż”ÕĶńŅ’Õį£¨őīĺ≠»őļő ÷–Ý£¨÷ĪĹ”’“ĶĹŃň∆ÝļłĻ§ľ◊“™«ůį—Ņ’”ÕÕįī”÷–ľšłŰŅ™°£ĶĪ Īľ◊“™«ů«ŚņŪļů≤Ňń‹«–łÓ£¨ŃĹ√Ż’Ĺ ŅĪ„į—”ÕÕįīÝ◊ŖŃň°£“Ľ–° Īļů£¨’Ĺ Ņ”÷į—”ÕÕįīÝŃňĽōņī£¨≤Ę∂‘ļłĻ§ľ◊ňĶ°į”√ŃĹĹÔľÓļÕ»»ňģ«ŚŌīŃňŃĹĪť£¨”÷”√«ŚňģŌīŃňŃĹĪť°Ī£¨”ŕ «ļłĻ§ľ◊Ī„Ĺę”ÕÕįīů–°ł«◊”īÚŅ™£¨ļŠ∑Ň‘ŕĶō…Ō£¨’ĺ‘ŕÕįĶ◊“Ľ∂ň«–łÓ£¨ł’łÓī©“ĽłŲ–°∂ī£¨”ÕÕįĺÕ∑Ę…ķŃňĪ¨’®£¨ļłĻ§ľ◊ĶńňęÕ»ĪĽ’®≥…∑Řňť–‘Ļ«’Ř°£
¬Ļ ∑Ę…ķ÷ų“™‘≠“Ú°™°™
£®1£©«ŚŌī∆Ż”ÕÕį≤ĽĻĽ≥ĻĶ◊£¨Õįń໑”–≤–”ŗ∆Ż”Õľį∆š’Ű∆Ż£¨«–łÓĽū—ś“ż»ľÕįńŕ∆Ż”Õ∂Ý∑Ę…ķĪ¨’®£Ľ
£®2£©”ÕÕįĺ≠«ŚŌīļůőīĹÝ––∆ÝŐŚ∑÷őŲ£¨√§ńŅ«–łÓ°Ęńū≥… ¬Ļ °£
÷ų“™‘§∑ņīŽ ©°™°™
£®1£©ļłĹ”°Ę«–łÓ Ę»ľ”ÕĶń»›∆ų«įĪō–Žĺ≠—ŌłŮĶń«ŚŌī°Ę÷√ĽĽĶ»į≤»ęī¶ņŪ£¨«“Īō–Žĺ≠∆ÝŐŚ∑÷őŲľž≤‚ļŌłŮļů≤ŇŅ…∂Į≥Ķļł≤ĻĽÚ«–łÓ°£
£®2£©≤ĻļłĽÚ«–łÓŅ’”ÕÕį∂ľ”¶Ņ™Ņ◊ł«£¨Ĺę”ÕÕįļŠ∑Ň‘ŕĶō…Ō£¨≤Ŕ◊ų’Ŗ”¶ŃĘ‘ŕÕįĶń≤ŗ√ś£¨≤ŗ√ś”ÕÕįł«≤Ŕ◊ų£¨“‘∑ņÕÚ“Ľ∑Ę…ķĪ¨’®£¨”ÕÕį∂ňł«’®Ņ™£¨…ň»ň°£
¬Ļ įłņż 17
łŖŅ’ļłĹ”◊ų“Ķ◊Ļ¬š
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
ń≥Ķ•őĽĽýĹ®Ņ∆łĪŅ∆≥§ľ◊őīŌĶį≤»ęīÝ£¨“≤őī≤…»°∆šňŻį≤»ęīŽ ©£¨Ī„Ň …Ōő›ľ‹ŐśĽĽļłĻ§““£¨ļłĹ”≥Ķľšő›ľ‹Ĺ«ł÷”Žł÷ĹÓ÷ß≥Ň°£Ļ§◊ų1–° Īļů£¨ł®÷ķĻ§ĪŻŌ¬»•»°Ĺ«ł÷ŃŌ£¨”…”ŕ√Ľ”–÷ķ ÷£¨ľ◊Ī„◊ů ÷∑Ų≥÷īżļłĶńł÷ĹÓ£¨”“ ÷ń√◊Ňļł«Į£¨Ī’◊Ň—Řĺ¶≤Ŕ◊ų°£ĶĪ Ī£¨ļłĻ§ľ◊į—“Ľ∂ňĶ„ĻŐ∂®…Ō£¨»Ľļů◊ů ÷į—◊Ň÷ßĶ„ĻŐ“Ľ∂ňĶńł÷ĹÓŐĹ…ŪŌÚ«į»•ļłĹ”ŃŪ“Ľ∂ň£¨ľ◊ł’“ĽĪ’—Ř£¨◊ů ÷į—◊ŇĶńł÷ĹÓ“Úő™ĻŐĶ„≤Ľņő£¨÷ß≥Ň≤Ľ◊°»ňĶń÷ōŃŅ£¨ÕĽ»ĽÕ—ļł£¨ļłĻ§ľ◊Ń¨Õ¨ł÷ĹÓ“Ľ∆ūī”12√◊∂ŗĶńő›ľ‹…Ō◊Ļ¬š£¨ĶĪ≥°ňņÕŲ°£

¬Ļ ∑Ę…ķĶń÷ų“™‘≠“Ú°™°™
£®1£©ĽýĹ®Ņ∆łĪŅ∆≥§≤Ę≤Ľ «◊®“ĶļłĻ§°£
£®2£© ¬Ļ ∑Ę…ķ Ī£¨◊ų“ĶŌ÷≥°√Ľ”–ľŗĽ§»ň°£
£®3£©Ķ«łŖ◊ų“Ķ’Ŗőī”√į≤»ęīÝ£¨“≤őř∆šňŻį≤»ę…Ť ©°£
÷ų“™‘§∑ņīŽ ©”–ńń–©£Ņ
£®1£©∑«◊®“ĶļłĻ§≤Ľń‹ī” ¬ļłłÓ◊ų“Ķ°£
£®2£©Ķ«łŖ◊ų“ĶĪō–Ž“™…Ť◊®“ĶĶńľŗĽ§»ň°£
£®3£©Ķ«łŖ◊ų“Ķ“Ľ∂®“™”√ĪÍ◊ľĶń∑ņ◊Ļ¬šį≤»ęīÝ£¨≤Ęľ‹…Ťį≤»ęÕÝĶ»į≤»ę…Ť ©°£
¬Ļ įłņż 18
ŐĹ‘Ł≥ō…Ó∂» ĪĪĽł÷ňģŐŐ…ň
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
ń≥≥ßļłĹ”≥Ķľš÷–£¨“Ľ√ŻļłĻ§’ĺ‘ŕń£Ņť“Ľ≤ŗŐĹ≤‚‘Ł≥ō…Ó∂» Ī£¨»‹≥ōł÷ňģÕĽ»ĽŃų≥Ų£¨Ĺę∆š◊ů”“ĹŇĪ≥ŐŐ…ň£¨◊°‘ļ÷őŃ∆°£
Ķľ÷¬ ¬Ļ Ķń÷ų“™‘≠“Ú°™°™
£®1£©ļłĻ§ ‘ŐĹ‘Ł≥ō…Ó∂» Ī£¨¬ŪĽĘīů“‚£¨ő•’¬≤Ŕ◊ų «‘ž≥… ¬Ļ Ķń÷ų“™‘≠“Ú°£
£®2£©Ō÷≥°’’√ų≤ĽŃľ «‘ž≥… ¬Ļ Ķń÷ĪĹ”‘≠“Ú°£
£®3£©≥ĶľšļÕĻ§∂őŃžĶľ∆Ĺ Īį≤»ęĹŐ”żļÕį≤»ęľž≤ť≤ĽĻĽ“≤ «‘ž≥… ¬Ļ Ķń÷ų“™‘≠“Ú°£
‘§∑ņīŽ ©÷ų“™”–°™°™
£®1£©ľ”«Ņ∂‘÷įĻ§Ķńį≤»ęĹŐ”żļÕ≤Ŕ◊ųľľ űŇŗ—Ķ£¨Ņľ ‘ļŌłŮļů∑ĹŅ……Ōłŕ≤Ŕ◊ų°£
£®2£©ľ”«Ņ“ĢĽľľž≤ťļÕ’ŻłńĻ§◊ų£¨łń…∆÷įĻ§◊ų“ĶŐűľĢ°£
£®3£©¬š Ķľįį≤»ę‘ū»ő÷∆£¨÷∆÷Ļő•’¬◊ų“ĶļÕő•’¬÷łĽ”°£
¬Ļ įłņż 19
ĶÁ◊Ťļł ĪĽķ–Ķ…ňļ¶
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
ń≥≥ßĻ§ĺŖ≥ĶľšĶń“Ľ√ŻĻ§»ň£¨īÝŃžÕĹĻ§ Ļ”√∂‘ļłĽķļłĹ”Ķ∂ĺŖ°£ ¶łĶ‘ŕÕýĶÁľęľ–«Į…Ō◊įŅ®ļłľĢ°Ę’“’żőĽ÷√ Ī£¨ŅŕÕ∑÷łĽ”ÕĹĻ§÷ßĶśĻ§ľĢő≤≤Ņ£¨ĶĪ∆Ý∂ĮĶńľ–«Į…ŌĪŘ—ĻŌ¬ Ī£¨ÕĹĻ§…–őī≥ť≥Ų”“ ÷ ≥÷łĪĽľ∑”ŕĻ§ľĢő≤≤ŅļÕĶśŐķ÷ģľš£¨‘ž≥… ≥÷łń©∂ň∆∆Ń—ľįŅ™∑Ň–‘Ļ«’Ř°£
Ķľ÷¬ ¬Ļ Ķń÷ų“™‘≠“Ú°™°™
£®1£©ŃĹ»ň–≠Õ¨Ļ§◊ų÷–ŇšļŌ ßĶų£¨ ¶łĶ‘ŕ∆Ý∂ĮĶÁľęľ–«ĮŌ¬—Ļ Ī£¨√Ľ”–ŐŠ–—ÕĹĻ§◊Ę“‚£¨“≤√Ľ”–Ķ√ĶĹÕĹĻ§”¶ŇĶ£Ľ
£®2£©ÕĹĻ§‘ŕ÷ßĶśĻ§ľĢ Ī£¨ ÷≥÷ĶśŐķĶń∑Ĺ Ĺ≤Ľ’ż»∑£¨≤Ľ”¶”√ ÷÷ł…ŌŌ¬ő’≥÷ĶśŐķ°£
÷ų“™‘§∑ņīŽ ©°™°™
£®1£©ŃĹ»ň–≠◊ų“™√‹«–ŇšļŌ£¨ ¬Ō»‘ľ∂®Ņŕ”ÔŃ™ŌĶ∑Ĺ Ĺ£¨Ķ√ĶĹ–ŇļŇļů‘ŔÕýŌ¬ĹÝ––°£
£®2£©”¶÷∆◊ų◊®”√Ļ§ĺŖľ–≥÷ĶśŐķ£¨Ī‹√‚ ÷÷łĹť»Žľ–«Į«ĮŅŕ°£
£®3£©łńĹÝļłĽķľ–ĺŖĶńĻ§“’–‘ń‹£¨ Ļ÷ģŅ…∆ę◊™Ĺ«∂»£¨≤Ęń‹◊Ų…ŌŌ¬ľįňģ∆Ĺ∑ĹŌÚĶń“∆∂Į°£
£®4£©ľ”«Ņį≤»ęľľ ű—ßŌį£¨ŐŠĻ©į≤»ę…ķ≤ķľľń‹°£
¬Ļ įłņż 20
ņŽ◊”Ľ°ļłĹ°ŅĶő£ļ¶ ¬Ļ
¬Ļ ∑Ę…ķĶń÷ų“™ĺ≠Ļż°™°™
ń≥≥ßŃĹ√ŻļłĻ§‘ŕĶ»ņŽ◊”ļłĹ”◊ų“Ķ÷–£¨“Ľ√ŻļłĻ§ÕĽ»ĽŃųĪ«—™£¨ŃŪ“Ľ√ŻļłĻ§…§◊”“≤≤Ľ ś∑Ģ°£ĺ≠“Ĺ…ķľž≤ťļů∑ĘŌ÷£¨ŃĹ√ŻļłĻ§Ķń—™“ļ÷–£¨į◊—™«Ú∂ľīůŃŅľű…Ŕ£¨““ĶÕ”ŕĹ°ŅĶĪÍ◊ľ°£
‘≠ņī£¨’‚ŃĹ√ŻļłĻ§“—ĺ≠Ѩ–Ýī” ¬Ķ»ņŽ◊”ļłĹ”◊ų“Ķ6łŲ∂ŗ‘¬£¨∂Ý«“◊ų“Ķ≥°ňýŌŃ’≠£¨«“őř≥ť—ŐőŁ≥ĺ◊į÷√£¨ŃĹ√ŻļłĻ§‘ÁĺÕł–ĺű…ŪŐŚ≤Ľ ś∑Ģ£¨Ķę»ī≤Ľ÷™‘≠“Ú°£
÷ų“™‘≠“Ú∑÷őŲ°™°™
£®1£©Ķ»ņŽ◊”Ľ°ļłĹ”Ļż≥Ő÷–įťňś”–īůŃŅ∆ÝĽĮĶńĹū Ű’Ű∆Ż°Ę≥Ű—ű°ĘĶ™—űĽĮőÔĶ»£¨’‚–©—Ő∆ÝļÕĽ“≥ĺ∂‘≤Ŕ◊ųĻ§»ňĶńļŰőŁĶņ°Ę∑őĶ»∂ľĽŠ≤ķ…ķ—Ō÷ō”įŌž°£
£®2£©Ļ§»ň∂‘’‚÷÷–¬Ļ§“’≤ķ…ķĶńő£ļ¶–‘ľį»Áļő∑ņĽ§»Ī∑¶ŃňĹ‚£¨őī Ļ”√ ĶĪĶńłŲ»ň∑ņĽ§”√∆∑°£
÷ų“™‘§∑ņīŽ ©°™°™
£®1£©∆ů“ĶĶńľľ űĻ§“’≤Ņ√Ň‘ŕ≤…”√’‚÷÷Ļ§“’ Ī£¨”¶Õ¨ Ī÷∆∂®ņÕ∂Įőņ…ķľľ űīŽ ©°£
£®2£©∆ů“ĶĶńį≤»ę°Ę…ķ≤ķ≤Ņ√Ň∂‘ Ķ ©’‚÷÷Ļ§“’į≤ŇŇ«°ĶĪĶń≥°ňý£¨Ňš÷√≥ť—ŐőŁ≥ĺ◊į÷√£¨ĹĶĶÕ”–ļ¶∆ÝŐŚ°Ę—Ő≥ĺĶńŇ®∂»£¨ Ļ÷ģ∑ŻļŌĻķľ“ņÕ∂Įőņ…ķĪÍ◊ľ°£
¬Ļ įłņż 21
—ű∆ÝĹļĻ‹≥Ś¬š£¨ĹęňģŇĮĻ§—Ř«ÚĽųŃ— ß√ų
¬Ļ ∑Ę…ķ÷ų“™ĺ≠Ļż°™°™
ń≥≥ß∆ÝļłĻ§ľ◊”ŽňģŇĮĻ§““ĹÝ––…Ō°ĘŌ¬ňģĻ‹īů–řĻ§◊ų°£““Ņ™∆Űľű—Ļ∆ų…ŌĶń—ű∆Ý∑ß√Ň£¨—ű∆ÝÕĽ»Ľ≥ŚĽų£¨ĹęĹ”‘ŕľű—Ļ∆ų≥Ų∆Ý◊ž…ŌĶń—ű∆ÝĹļĻ‹≥Ś¬š£¨’żļ√īÚ‘ŕ““Ķń◊ů—Ř…Ō£¨Ĺę—Ř«ÚĽųŃ— ß√ų°£
¬Ļ ‘≠“Ú∑÷őŲ°™°™
£®1£©∆Ņńŕ—ű∆Ý—ĻѶĹŌłŖ£¨Ņ™∆Ű∑ß√ŇĻżīů£¨ Ļ—ű∆Ý√ÕŃ“≥ŚĽų
£®2£©—ű∆ÝĹļĻ‹”Žľű—Ļ∆ųĶńѨŔ≤ŅőĽ‘ķĶń≤Ľņő
£®3£©ňģŇĮ““≤Ľ∂ģ∆Ýļłį≤»ę≤Ŕ◊ų÷™ ∂£¨Ņ™∆Ű∑ß√ŇĻż√Õ£¨«“”÷’ĺ‘ŕ—ű∆Ý≥ŲŅŕ∑ĹŌÚ£¨ Ű”ŕő•’¬◊ų“Ķ£¨ńū≥… ¬Ļ °£
÷ų“™‘§∑ņīŽ ©°™°™
£®1£©∑«∆ÝļłĻ§≤ĽĶ√≤Ŕ◊ų∆Ýļł…ŤĪłľįĻ§ĺŖ£Ľ
£®2£©Ņ™∆Ű—ű∆Ý∑ß√Ň≤Ľ“™Ļż√Õ°ĘĻżīů£Ľ≤Ŕ◊ų’Ŗ”¶’ĺ‘ŕ∆ÝŐŚ≥ŲŅŕ∑ĹŌÚĶń≤ŗ√ś£Ľ
£®3£©ľű—Ļ∆ų≥Ų∆Ý◊ž…ŌĶń—ű∆ÝĹļĻ‹”¶≤ŚĹŰ‘ķņő°£
“‘…ŌĶÁļł ¬Ļ įłņż‘ŕ»’≥£Ļ§◊ų÷–∂ľ «ĺ≠≥£”ŲĶĹĶń£¨‘ű√ī≤Ňń‹”––ß∂ŇĺÝńō£Ņń«ĺÕ–Ť“™īůľ“ŐŠłŖį≤»ę“‚ ∂ļÕľľ űľľń‹£¨’∆ő’”¶ľĪī¶÷√ĪĺŃž£¨≤Ňń‹”––ß∂Ű÷∆īňņŗ ¬Ļ ∆Ķ∑Ę°£
|